
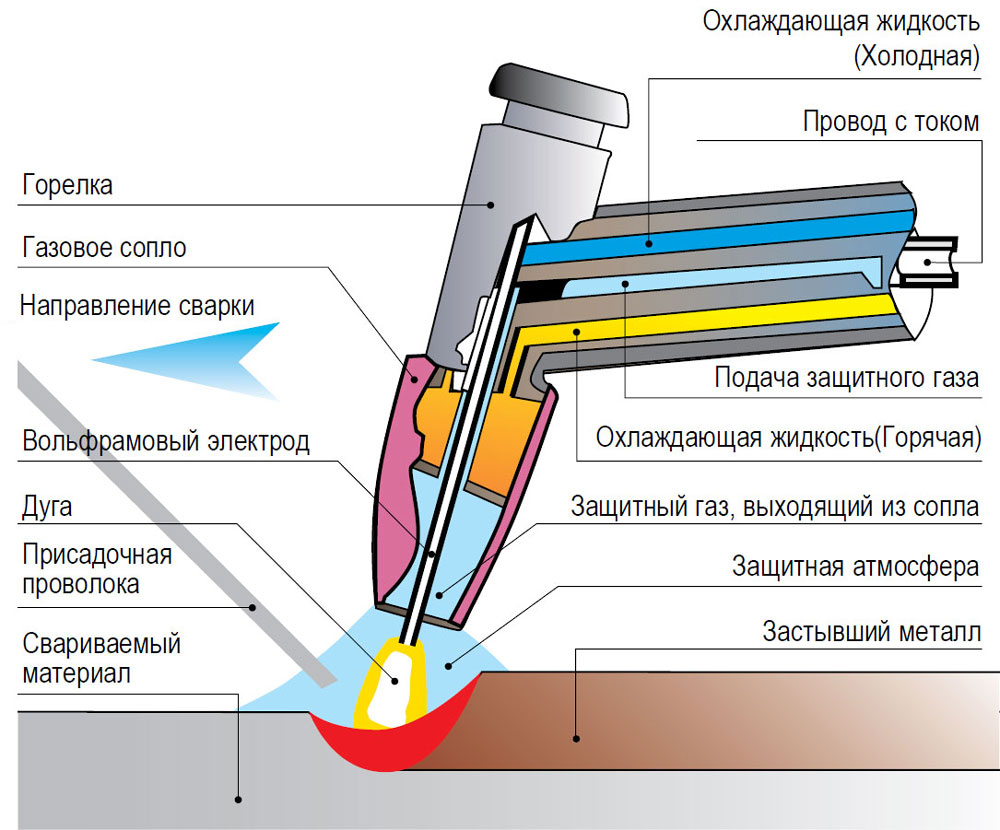
Аргонодуговая сварка имеет подобное наименование в связи со спецификой своего действия: в результате действия газа под наименованием аргон получается луч он приводит к возникновению плавильной ванны и прикрепления металло-поверхностей вместе.
Для данной сварки электроды бывают двух разновидностей.
Сварка поверхностей подобным способом может получатся при помощи сплава электродами либо вольфрамовыми электродами который бывает целым и расплавляет соединяемые кромки. Эргономичное и интуитивно понятное управление аппаратами аргонодуговой сварки делают их очень простыми и удобными в работе, все самые современные сварочные функции уже заложены в систему управления.
В техническом словаре данные сварочное оборудование именуются под следующими наименованиями:
• РАД – газовая сварка с применением аргона требует ручного взаимодействия при помощи электрода из вольфрама;
• ААД – сварка с применением газа аргона в автоматическом варианте когда луч газа попадает к сварочным кромкам сразу на автомате при помощи специализированного суппорта;
• ААДП – добавочное “П” это значит что на этом аппарате применяются расплавлящиеся электроды.
В мировом стандарте применяются следующие наименования по идее в оборудованиях с расплавлящимися электродами:
1. TIG – сварка делается при помощи вольфрама в инертном виде;
2. GTAW – сварка производимая газом с применением вольфрама.
Одиночная без участия специалистов но надёжная и скорая сборка металло-конструкций во время ремонта и резка разных металло-изделий будет сделано с помощью нормального качества сварочного оборудования в домашних условиях. Как найти простое в применении сварочное оборудование в домашних условиях?
Среди большого количества технологий по обрабатыванию металла резка лазером попадается на глаза своей экономностью и профессиональностью.
Технические параметры аргоновой сварки
Данный газ применяется прежде всего для того чтобы убрать воздух из места сварки и привести к обнулению взаимодействия расплавленной кромки с воздушным слоем проникновение которого может осуществить к появлению каверзности.
Вначале этот прием применялся для сварки алюминиевых мест (аргоновая сварка покрытия из алюминия.) Вся сварка осуществляется при помощи капель плавленного металла.
Однако нужно знать что при применении крупнокапельного способа вероятно разбрызгивание применяются при сваривании тех мест где нет надобности класть прекрасно ровные швы.
Капельный способ прекрасно проигрывает струйному способу который получается за счет прибавления тока в инверторе и при применении присадочной медной проволоки.
Проволока для аргоновой сварки накручивается в спираль на электрод из вольфрама и поможет осуществить наплавку на метал чугуна а также на другой хрупкий металлический сплав. Подробнее про разные виды и способы сварки, технике работы, материалах и инструментах можно прочитать на prosvarku.info







Отправляя сообщение, Вы разрешаете сбор и обработку персональных данных. Политика конфиденциальности.