Для сварки труб диаметром до 63 мм преимущественным типом соединения является раструбная или муфтовая сварка. При этом соединение двух труб происходит при помощи третьей детали — муфты, а создание резьбовых и других стыковочных узлов происходит при помощи фитингов, имеющих раструб.
Для сварки труб диаметром выше 63 мм рекомендуется стыковая сварка, как не требующая дополнительных деталей. При наличии фитингов соответствующего диаметра допускается муфтовая сварка.
Рекомендуемый вид разборного соединения для диаметров более 63-го — фланцевый стык.
Раструбная сварка
При сварке труб диаметрами до 40 мм можно использовать ручной сварочный аппарат, при сварке труб диаметрами более 40 мм рекомендуется применять аппараты с центрирующими приспособлениями. При использовании центрирующих приспособлений следует руководствоваться инструкциями по их эксплуатации.

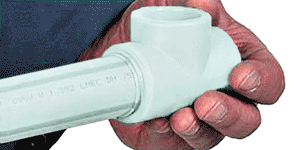
Для соединения полипропиленовых деталей трубопроводов используют сварочные аппараты со специальными насадками (рис. 22). Нагревательные элементы (насадки) представляют собой гильзу для оплавления наружной поверхности конца трубы и дорн для оплавления внутренней поверхности раструба соединительной детали. Стандартные насадки покрыты антипригарным материалом — тефлоном, и имеют диаметры от 16 до 40 мм. В процессе работы необходимо следить за чистотой и целостностью тефлонового покрытия. После каждого эпизода сварки, пока они еще горячие, насадки очищаются брезентовой ветошью или деревянными скребками. В холодном состоянии очистка насадок от налипшего слоя пластмассы недопустима.
Сварочный аппарат устанавливают на ровной поверхности и закрепляют на нем с помощью специальных ключей сменные нагреватели необходимого размера. Желательно установить весь необходимый набор насадок на посадочные места аппарата до нагрева аппарата. С точки зрения равномерности нагрева место расположения насадки на нагревателе не имеет значения. Поэтому насадки ставят так, как удобно для монтажа. Ближе к концу ставят насадки, необходимые для работы «на стене», то есть на монтируемой ветви трубопровода. Качество соединений напрямую зависит от удобства выполнения технологических приемов, поэтому все фрагменты трубопровода, которые можно монтировать на стационарно установленном аппарате (на подставке), лучше собирать отдельно. Сварку «на стене», особенно в неудобных местах, желательно производить с помощником.
На аппарате устанавливают температуру сварки для полипропиленовых труб — 260°С (для полиэтиленовых — 220°С). В зависимости от температуры окружающей среды нагрев длится 10—15 минут. Рабочая температура на поверхности нагревательных пластин достигается автоматически. Сварку полипропиленовых труб и фитингов запрещается производить при температуре ниже 0°С. Температура воздуха при сварке имеет очень важное значение. Так время сварки необходимо увеличивать при низкой температуре воздуха и уменьшать в условиях жары.
Общее правило раструбной сварки: внутренний диаметр неразогретого фитинга должен быть чуть меньше наружного диаметра трубы.
Первую сварку рекомендуется производить через 5 минут после нагрева сварочного аппарата. После каждого использования сварочный аппарат нужно очистить от остатка пластмассы.
Раструбная сварка (рис. 23) пластмассовых деталей друг с другом производится следующим образом.

Поместить соединяемые детали на нагревательные элементы

После нагревания соединить детали
Выдержать время охлаждения
1. Ножницами или труборезом обрезать трубу под прямым углом.
2. Конец трубы и раструб фитинга при необходимости очистить от пыли и грязи, обезжирить спиртом или мыльной водой и затем просушить.
При сварке труб PN 10 и PN 20 на этом этапе ничего больше делать не нужно.
При сварке армированных труб PN 25 специальным инструментом — шейвером с трубы снимают два верхних слоя из полипропилена и алюминия. Размер раструба фитинга сделан таким образом, что в него может войти труба только с удаленными верхними слоями. Глубину зачистки выполняют по упору инструмента, определяющего глубину сварки.
3. На трубу нанести метку на расстоянии, равном глубине раструба плюс 2 мм. Если использовать трубы, фитинги и инструмент от одного производителя, то, чаще всего, никакими вычислениями заниматься не нужно. Шейвер (рис. 24) снимает верхние слои трубы ровно на глубину сварки, а размеры нагревательных насадок таковы, что вставить в них трубу на глубину больше чем требуется, невозможно.

4. Поместить соединяемые детали на соответствующие насадки: трубу вставить в гильзу до отметки, обозначающую глубину сварки, а раструб фитинга надеть на дорн.
Сварочный аппарат должен быть постоянно включен в течение всего процесса сварки. Нагрев начинается одновременно для двух деталей. При недогреве возникает возможность того, что детали не достигнут температуры вязкой пластичности. При этом соединение будет ненадежным и диффузия материала может не произойти. При перегреве возникает возможность потери устойчивости формы, адгезия (липкость) материала будет чрезмерная. Трубу невозможно будет ввести в фитинг, а при увеличении усилия края трубы подогнутся внутрь или сомнутся. Соединение будет с заужением. Налипание материала на фитингах говорит либо о плохом качестве тефлонового покрытия насадок сварочного аппарата, либо о перегреве пластмассы при сварке.
5. Выдержать время нагрева, после чего снять детали с аппарата и соединить их друг с другом, не проворачивая детали по оси. Сварочные фитинги необходимо соединять с трубой быстрым уверенным движением, соблюдая соосность трубы и муфты. Соединение трубы и фитинга должно происходить на ту глубину, которая определена границей внутри раструба фитинга.
| Диаметр трубы, мм | Расстояние от конца трубы до метки (глубина сварки), мм | Время нагрева, сек | Время охлаждения, мин |
|---|---|---|---|
| 20 | 14–17 | 6 | 2 |
| 25 | 15–19 | 7 | 2 |
| 32 | 16–22 | 8 | 4 |
| 40 | 18–24 | 12 | 4 |
| 50 | 20–27 | 18 | 4 |
| 63 | 24–30 | 24 | 6 |
| 75 | 26–32 | 30 | 6 |
| 90 | 29–35 | 40 | 8 |
6. После сварки необходимо выдержать время охлаждения, особенно для труб с тонкими стенками. Поворот и изгибание (деформации) во время остывания недопустимы. Соединение с неудачной соосностью или углом взаимного расположения фитингов подлежит только одному способу исправления — неправильно соединенный фитинг вырезается. Надо быть особенно внимательным при сварке элементов, для которых важно позиционное положение — уголки, тройники, шаровые краны. Последние надо вварить так, чтобы ручка могла свободно перемещаться во все положения.
Внешний вид сварных соединений должен удовлетворять следующим требованиям: нарушение соосности труб более чем на толщину их стенки не допускается; наружная поверхность соединительной детали, сваренной с трубой не должна иметь трещин, складок или других дефектов, вызванных перегревом; у кромки раструба соединительной детали, сваренной с трубой, должен быть виден сплошной по всей окружности валик оплавленного материала, выступающий за торцевую поверхность соединительной детали.
Стыковая сварка
Стыковая сварка может осуществляться между трубами с толщиной стенки более 4 мм. Для сварки деталей трубопровода диаметром 50 мм и более, а также для высокоточного монтажа используется специальный стационарный аппарат. Перед сваркой торцы свариваемых труб необходимо отторцевать для придания параллельности их поверхностям. Сварка осуществляется нагревательным элементом в виде диска с плоской нагревательной поверхностью. При стыковой сварке важно обеспечить соосность свариваемых труб, поэтому такую сварку осуществляют, как правило, с использованием центрирующих приспособлений. В остальном процесс стыковой сварки аналогичен раструбной сварке.
Сварку соединений следует производить в проветриваемом помещении. При работе со сварочным аппаратом следует соблюдать правила техники безопасности при работе с электроинструментом. При контакте с открытым пламенем полипропилен горит коптящим пламенем с образованием расплава и выделением углекислого газа, паров воды, непредельных углеводородов и газообразных продуктов.
Приваривание седел
Приварные седла применяются для монтажа последующих ответвлений от трубопровода, при ремонте существующих систем (рис. 25).

Рабочая температура для сварки приварных седел составляет 260°С. Свариваемые поверхности трубы и седла должны быть чистыми и сухими. Инструментом приварки седла в течение 30 секунд нагревается наружная поверхность трубы, пока на краю инструмента не образуется наплыв. Не прерывая процесса нагревания наружной поверхности трубы, в течение 20 секунд одновременно нагревается приварное седло. Отложив сварочный прибор быстро, не проворачивая, прижать приварное седло точно к предварительно нагретому участку поверхности трубы. Зафиксировать соединение на 30 секунд. После 10-минутного охлаждения соединение можно эксплуатировать с полной нагрузкой. По окончании сварки для подключения ответвления необходимо просверлить дно седла и стенку трубы. Применяются обычные спиральные сверла с установочной шайбой (для контроля необходимой глубины сверления).








Отправляя сообщение, Вы разрешаете сбор и обработку персональных данных. Политика конфиденциальности.